

工序高度集成,效率倍增
机床将车削主轴与高精度磨削主轴集成于一体。工件在一次装夹后,可连续完成从粗车、精车到磨削的全部或大部分工序。
实现超高精度与表面质量
磨削工序的引入,使得机床能够轻松实现普通车削难以达到的精度和光洁度。
加工精度:部分高精度型号的外圆磨削圆度可达0.0004mm,内圆磨削圆度可达0.0005mm。
表面粗糙度:通过磨削,工件表面粗糙度可达Ra 0.2μm甚至Ra 0.01μm(镜面),且无车削纹路。
先进的磨削与结构设计
磨削技术:普遍采用“CD磨削”(Constant Dressing,连续修整)技术与缓进给强力磨削相结合。CD磨削能在加工的同时修整砂轮,保持其始终锋利,从而提高磨削效率和砂轮寿命。
结构创新:为应对磨削带来的振动和热变形,机床常采用人造花岗岩床身,其吸振性能和热稳定性远超传统铸铁。同时,许多机型采用倒置立式结构,便于排屑和实现自动化上下料。
随动随形加工能力
针对带有锥度或偏心结构的复杂零件(如蝶阀阀体),先进的车磨复合中心开发了专用的随动随形加工技术。通过数控系统和专用编程界面,刀架可自动进行角度调整(搬度)并精准卡紧,实现对偏心内外锥斜形环带工件的精确加工,避免了人工操作的误差。
阀门与流体控制: 这是车磨复合技术极具代表性的应用领域,尤其针对大型、高价值的硬密封阀门。
典型零件:硬密封蝶阀阀体、高压阀门阀芯、阀座。
加工场景:硬密封蝶阀的密封面通常为带有锥度的硬质合金,传统工艺需在车床上粗加工,再换到磨床上精磨,不仅效率低,且二次装夹易产生误差。车磨复合中心可一次装夹,通过其随动随形功能,连续完成密封面的车削和磨削,加工效率提升4-6倍,表面粗糙度达到Ra0.2μm,开创了蝶阀加工的新工艺。
航空航天: 航空发动机和机身结构中有大量由难加工材料制成的高精度零件,对表面完整性和尺寸稳定性要求极高
航空发动机和机身结构中有大量由难加工材料制成的高精度零件,对表面完整性和尺寸稳定性要求极高。
典型零件:航空发动机叶片(如镍基合金)、涡轮盘、起落架部件、精密轴类件。
加工场景:航空发动机叶片材料(如镍合金)硬度高、韧性大,属于典型的难加工材料。车磨复合中心可以先通过硬车快速去除余量,再用磨削工艺保证叶身型面的高精度和低表面粗糙度,避免了因材料弹性恢复导致的尺寸超差,同时保证了零件的表面完整性。
新能源汽车:新能源汽车的核心零部件,如电机和减速器,包含大量需要高精度配合的轴类和盘类零件
新能源汽车的核心零部件,如电机和减速器,包含大量需要高精度配合的轴类和盘类零件。
典型零件:电机主轴、减速器齿轮轴、轴承、新能源汽车中的圆形及非圆形零件。
加工场景:电机主轴的轴承位和密封位要求极高的圆度和光洁度。车磨复合中心可以在一次装夹中完成所有外圆、端面和沟槽的车削与磨削,确保了各轴颈之间的同轴度,有效提升了电机的运行效率和寿命。专门用于解决汽车零部件中三分之二圆形和非圆形零件的硬车-磨削复合加工难题。
精密机械与军工
典型零件:高精度丝杠、精密套筒、液压阀芯、军工领域的高精度回转零件。
加工场景:对于长度达1600mm的精密丝杠或套筒,传统工艺需要多台机床分序加工。高精度复合磨削中心可一次装夹,完成其外圆、内孔、端面、锥面乃至曲面的磨削,完全替代了多台机床分序加工的传统模式,被称为“加工母机中的母机”。
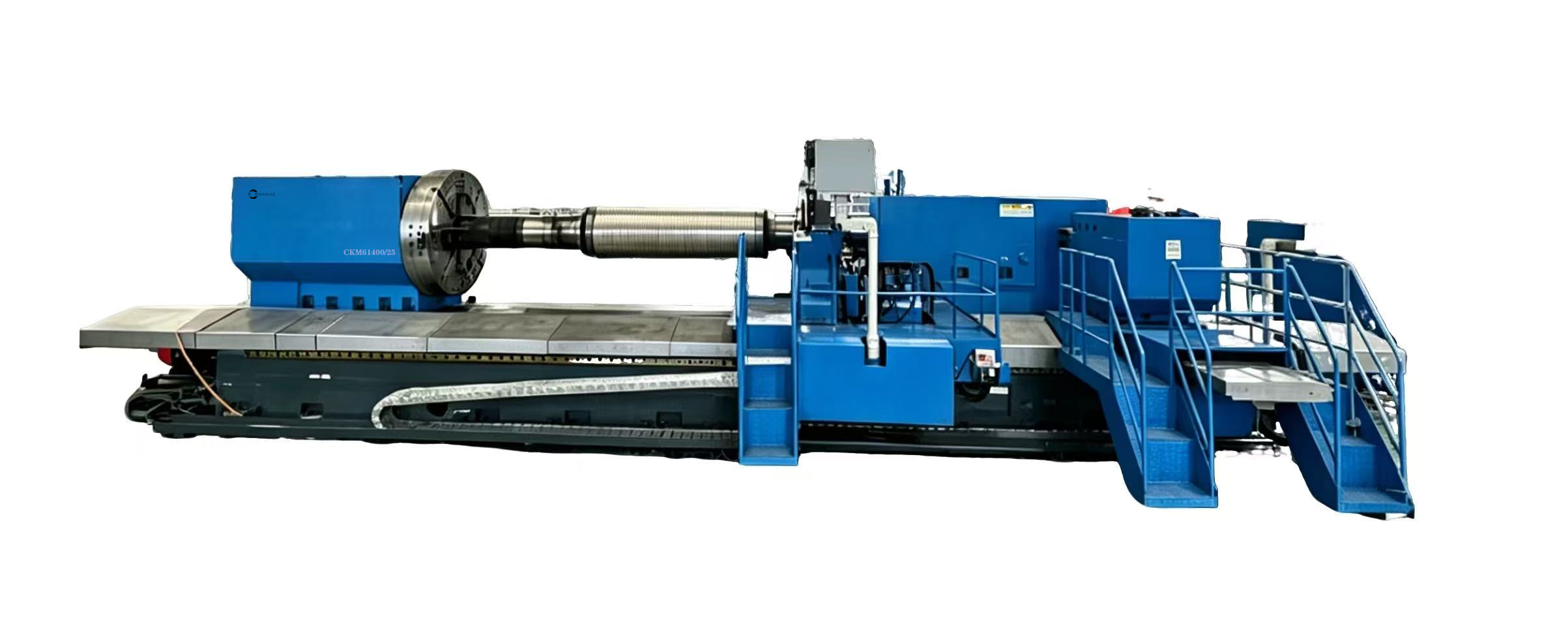
机床的主体参数
床身上最大回转直径 φ4000mm
过刀架最大回转直径 φ3500mm
机床车削直径范围 φ500-3500mm
床头主轴顶尖和尾轴顶尖间最大距离 10000mm
两顶尖间工件最大重量 25t
卡盘最大扭矩 80kN.m
卡盘直径 φ2500mm
工件床身导轨宽度 1650mm
刀架床身导轨宽度 1700mm
主电机功率 90kW
顶尖度数 60°
机床总重量 约130t
主轴参数
主轴前端锥孔 锥度1:20 φ130mm
主轴转速范围 1~100r/mm
床头的档位 液压两档,档内无级变速
主轴前支承轴承直径 φ360mm
车削刀架参数
刀架纵向行程 10000mm
刀架横向行程 1100mm
刀板横向移位行程 800mm
框式刀架最大切削力 70kN
刀杆截面尺寸 70×60mm
车刀架纵、横向进给量 1~1000mm/min
车刀架纵、横向快速 4000mm/min
尾座参数
尾座套筒直径 φ300mm
尾座主轴锥孔 短锥法兰盘式 锥度1:4 φ100mm
尾座套筒最大行程 300mm
尾座快速移动 2000 mm/min
主电源参数
电源电压:3-380V±10﹪
电源频率:50Hz ±0.5Hz
总容量:150kVA
028-61606991
全天24小时响应服务


微信公众号
